8 novembre 2024
Semi di innovazione: Come Amazone sfrutta i vantaggi offerti da Creaform MetraSCAN 3D Visualizza l'articoloIl percorso per costruire parti perfette può essere pericoloso. I difetti di fabbricazione possono sorgere in qualsiasi momento nel processo di produzione, anche se lo stampo o la maschera sono progettati secondo il modello CAD. Diversi fenomeni possono interferire con la creazione delle attrezzature, causando problemi e imperfezioni delle parti che non sempre corrispondono ai requisiti tecnici. Sono necessari adeguamenti e iterazioni per garantire che gli strumenti e gli stampi, anche se corrispondono ai loro modelli nominali, producano parti che soddisfano gli standard di ispezione e le richieste dei clienti. Il controllo qualità (QC) deve raggiungere questo obiettivo riducendo al minimo i tempi di ispezione e i costi di produzione associati ai pezzi scartati.
Questo blog ha lo scopo di illustrare le diverse sfide di produzione che portano a difetti del prodotto ed evidenziare come la tecnologia di scansione 3D consenta di ispezionare più caratteristiche e parti, e descrive come i responsabili del controllo qualità possono accorciare i tempi di ispezione e ridurre i costi di produzione associati agli scarti. L’obiettivo è, ovviamente, quello di migliorare il rilevamento dei difetti di fabbricazione e di produrre parti di migliore qualità, secondo le specifiche e entro le tolleranze.

Scansione 3D di una lamiera su maschere direttamente in officina
- 1 Le cause più comuni dei difetti del prodotto
- 2 Il metodo migliore per rilevare i difetti del prodotto
- 3 La soluzione migliore per costruire parti con meno difetti
- 4 I vantaggi della scansione 3D: Migliore qualità delle parti con tempi di ispezione ottimizzati
- 5 I difetti del prodotto sono inevitabili, anche per i migliori produttori
Le cause più comuni dei difetti del prodotto
Un ambiente industriale reale è spesso molto diverso dalla teoria dei modelli CAD. Molteplici fenomeni imprevedibili entrano in gioco durante la produzione di parti. Essendo la fusione dei metalli un fenomeno complesso, il processo di fabbricazione non segue un percorso lineare e ripetibile dallo stampo al pezzo finito. Gli arretramenti delle molle durante la stampa di una matrice, il ritiro di uno stampo in composito o le forze termiche che intervengono nella saldatura di due elementi sono buoni esempi di fenomeni imprevedibili che hanno un impatto negativo sulla precisione delle attrezzature. Difficili da controllare, questi fenomeni impediscono la previsione del risultato finale prima di mettere le mani sulle parti finite.
Inizialmente, l’attrezzatura viene costruita in base a un modello teorico, in modo da fabbricare parti che soddisfino i requisiti tecnici. Nella realtà industriale, questi fenomeni interferiscono con la realizzazione delle parti stampate. Di conseguenza, le parti non soddisferanno i requisiti tecnici e, per superare i controlli di qualità, richiederanno rettifiche, correzioni e alterazioni.
Classificazione dei difetti (H3)
Possiamo classificare i difetti in quattro categorie principali:
- Difetti di fabbricazione (parte non conforme ai requisiti)
- Difetti di montaggio (parte non montata correttamente)
- Difetti legati alla materia prima (es: tipo di acciaio errato che provoca più o meno ritorno elastico, finitura di superficie scadente, ecc.)
- Difetti legati all’usura generale di parti o componenti (es: stampo che si sgretola)
Diverse cause sono possibili in ciascuna di queste categorie. L’errore umano è senza dubbio il più comune.

Un metrologo del controllo qualità esegue la scansione di uno stampo con HandySCAN 3D direttamente in officina
Il metodo migliore per rilevare i difetti del prodotto
Quando fenomeni imprevedibili alterano le parti prodotte, inizia un processo iterativo di controllo qualità. Il metodo migliore consiste nell’elaborazione della parte prima della rettifica dell’attrezzatura. In altre parole, questo metodo prevede la produzione di un pezzo, la sua misurazione con apparecchiature di controllo qualità e software di ispezione e l’analisi delle deviazioni tra il pezzo e il modello CAD. Quindi, in presenza di uno scarto di alcuni millimetri in difetto o eccesso, occorre molare la superficie corrispondente sullo stampo, sulla matrice o dima o aggiungere materiale su di essa. In questo modo, verrà eseguita un’iterazione di lavoro sull’attrezzatura dopo la misura della parte fabbricata.
Una volta completata questa operazione, verrà ripetuto il processo di fabbricazione, in modo da realizzare una nuova parte. Quindi, tale elemento verrà misurato di nuovo per individuare le deviazioni residue. Il processo iterativo continua in modo ciclico fino a ottenere una parte della qualità desiderata, ovvero corrispondente al modello CAD.
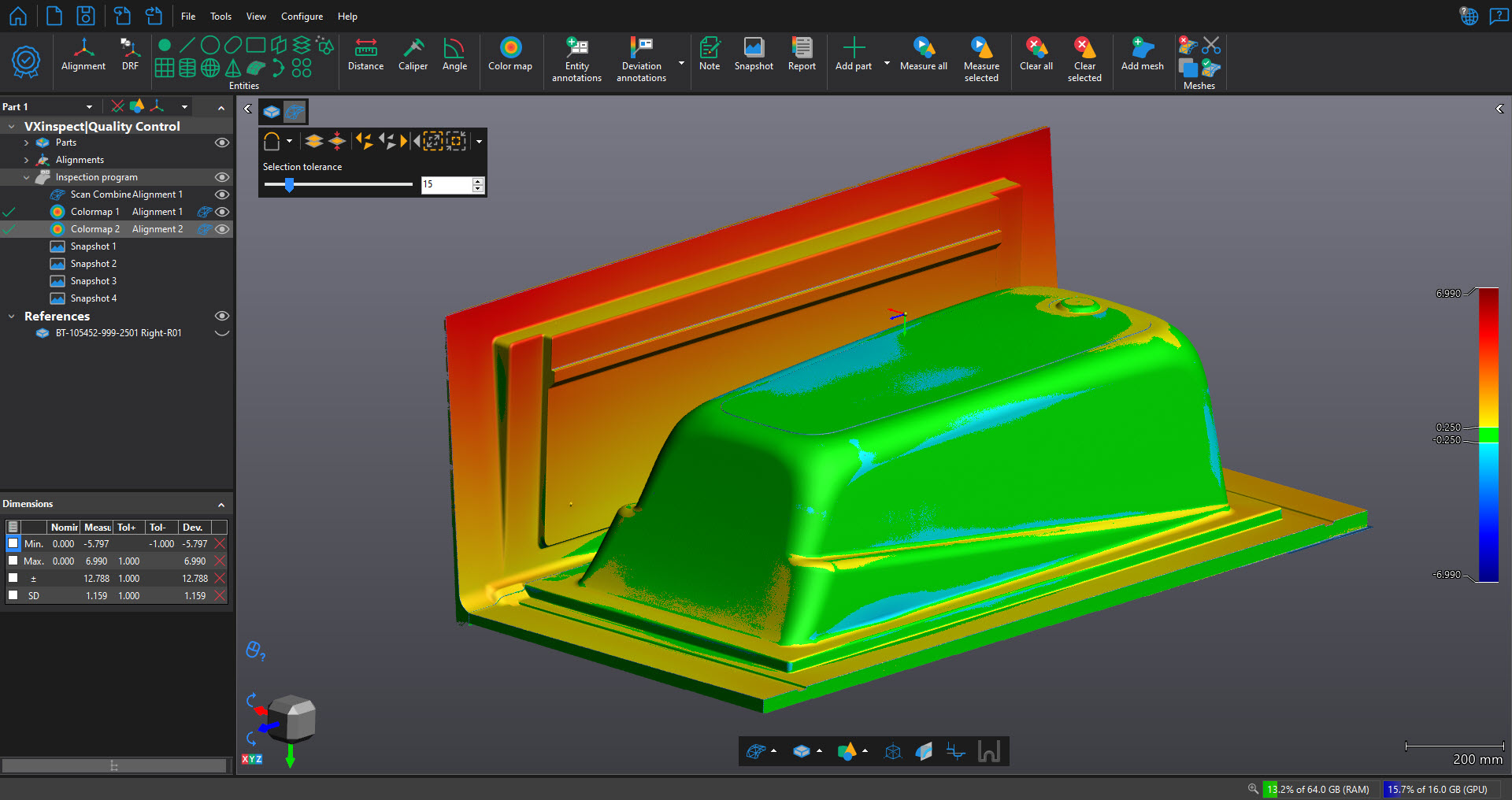
Caratterizzazione dei difetti di un bagno nel modulo VXinspect: Software di ispezione di Creaform
La soluzione migliore per costruire parti con meno difetti
Questo processo iterativo di controllo della qualità richiede apparecchiature di misurazione rapide che forniscano tempestivamente le informazioni dimensionali complete per produrre senza ritardi la parte successiva. Lo strumento di misura deve anche essere portatile per misurare i pezzi direttamente in officina. In questo modo, i pezzi non devono più essere portati alla macchina di misura a coordinate (CMM), risparmiando tempo prezioso e consentendo più ispezioni. Lo strumento di misura dovrebbe anche essere facile da usare, con una funzione digitale di tipo Go/No-Go che consenta agli operatori di valutare rapidamente le misurazioni dimensionali e identificare facilmente le parti che non soddisfano le tolleranze richieste. Infine, dovrebbe offrire la capacità di misurare tutti i tipi di dimensioni, finiture di superficie e geometrie senza preparazione della superficie.
La tecnologia di scansione 3D, con la sua velocità, portabilità e versatilità, soddisfa questi requisiti, consentendo ai team di produzione e qualità di ispezionare le parti e rilevare i difetti, in particolare quelli della prima e della seconda categoria. Infatti, gli scanner 3D aiutano a ridurre l’impatto umano nei processi di produzione riducendo le ispezioni visive o l’uso di strumenti manuali. Sono anche utili per misurare l’usura delle parti, ovvero per sapere quando è il momento giusto per sostituire un utensile o uno stampo.

Un metrologo sta eseguendo una scansione di una lamiera su maschere con lo scanner MetraSCAN 3D combinato con il tracker ottico C-Track
I vantaggi della scansione 3D: Migliore qualità delle parti con tempi di ispezione ottimizzati
Ispezione più efficace
Quando il controllo qualità rileva difetti di fabbricazione (ovvero, quando le parti prodotte non corrispondono ai requisiti tecnici), l’azienda entra in una modalità di ricerca delle cause, che può causare stress e incertezza. Ma con la scansione 3D, il reparto di controllo qualità potrà ora intervenire in modo tempestivo e trovare la causa principale attraverso l’acquisizione rapida di un elevato volume di dati direttamente in officina.
Più parti e caratteristiche ispezionate
Poiché la tecnologia di scansione 3D è più veloce e acquisisce più dati rispetto alla CMM, può misurare più parti o ispezionare più caratteristiche con informazioni più dettagliate. In questo modo, i manager possono prendere decisioni migliori per ottimizzare i processi di produzione. Inoltre, misurando i pezzi direttamente in produzione senza portarli in sala metrologica, il reparto di controllo qualità risparmia tempo che può essere recuperato per ispezionare ancora più pezzi.
Processo di iterazione ottimizzato con il Reverse Engineering
Una volta che gli strumenti certificati producono parti fabbricate in base ai requisiti tecnici, lo stampo o la maschera possono essere scansionati per il reverse engineering. In caso di sostituzione dell’attrezzatura non occorrerà usare il modello nominale per eseguire il successivo processo di fabbricazione, Invece, possiamo lavorare direttamente dal modello che costruisce le parti all’interno degli standard di ispezione. In questo modo, il processo di iterazione iniziale è ottimizzato per le produzioni future.
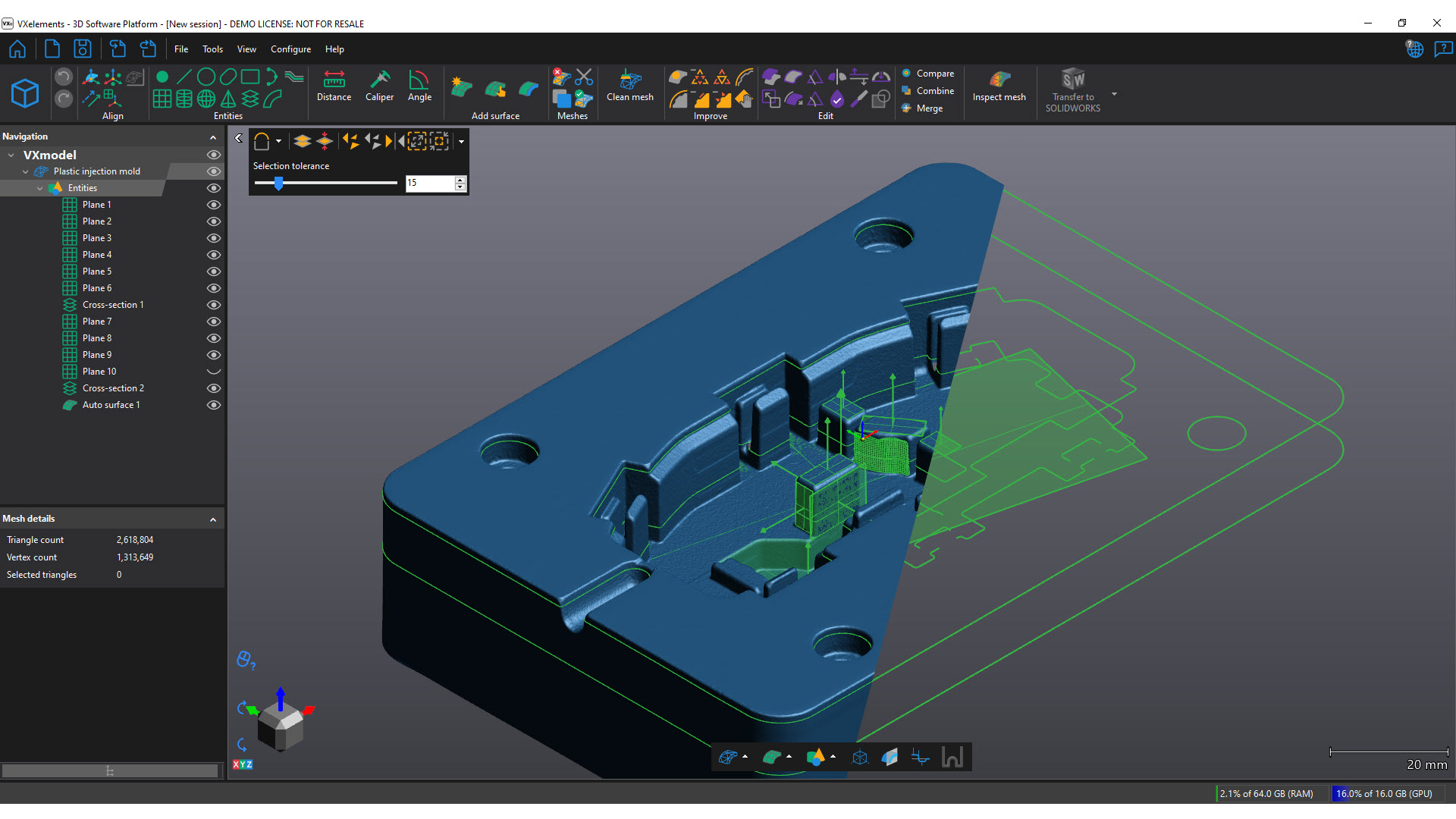
Il reverse engineering di uno stampo è stato facilitato impiegando entità generate utilizzando VXmodel.
I difetti del prodotto sono inevitabili, anche per i migliori produttori
Fenomeni imprevedibili possono verificarsi in qualsiasi momento durante la produzione. Poiché questi fenomeni possono causare ritorni elastici o restringimenti imprevisti, sono necessarie regolazioni per garantire che l’attrezzatura, anche se corrisponde al suo modello nominale, produca parti buone che soddisfino le richieste del cliente. Di conseguenza, i team addetti alla qualità devono disporre delle apparecchiature di misurazione adeguate per rilevare e correggere rapidamente i difetti.
La scansione 3D facilita queste iterazioni richieste. Grazie alla sua velocità, portabilità e versatilità, è un’efficace alternativa alla CMM che può rimanere libera per le ispezioni critiche e finali. Inoltre, la scansione 3D offre la possibilità di eseguire il reverse engineering degli strumenti che producono le parti buone, eseguendo più controlli di qualità e correggendo rapidamente problemi imprevisti che possono verificarsi in qualsiasi momento.
In breve, le apparecchiature di scansione 3D forniscono all’industria manifatturiera maggiori informazioni e consentono agli ispettori della qualità di misurare più parti e caratteristiche più velocemente. Gli scanner 3D non solo aiutano a liberare tempo alla CMM, ma garantiscono anche di ridurre al minimo i tempi di ispezione e i costi di produzione, ottenendo parti di qualità migliore.